Optimizing Outcomes through Design for Manufacturing
In the plastic injection molding process, successful production starts long before the first shot is molded. Early design decisions determine whether a project moves smoothly into tooling and production or runs into avoidable delays, quality issues, rework, and added cost. That is why Design for Manufacturing (DFM) is such an important part of the product development process.
At Blue Ridge Industries (BRI), we know high-quality manufacturing takes more than advanced equipment. It takes practical engineering input, disciplined processes, and close collaboration between the customer and our manufacturing team. A structured DFM review helps identify potential production challenges early, supporting repeatable part quality, efficient production, and reliable outcomes across a wide range of applications from commodity resins (e.g., PP, PE) to demanding engineering grades (e.g., PA6, PA66, PC, ASA).
Understanding DFM and Its Impact on Production
At its core, DFM for injection molding is the practice of designing parts so they can be efficiently, consistently, and cost effectively manufactured. Rather than treating design and production as separate steps, DFM connects a product’s functional and aesthetic requirements with the realities of injection molding tooling, materials, equipment, and process control.
Without a dedicated focus on manufacturability, projects can encounter common defects such as sink marks, warping, uneven cooling, cosmetic blemishes, and structural weaknesses. DFM addresses these challenges by helping teams anticipate and resolve potential issues before production begins. To support this process, BRI runs in-house mold-filling simulation using SOLIDWORKS Plastics Professional to evaluate how a resin will fill, pack, cool, and behave in the mold before any steel is cut.
By analyzing these variables early, our engineers can review gate locations, fill patterns, potential air traps, and weld lines, and predict shrink and warp before they become production problems. This insight helps ensure the tool is optimized for production from day one, reducing the need for costly tooling rework later.
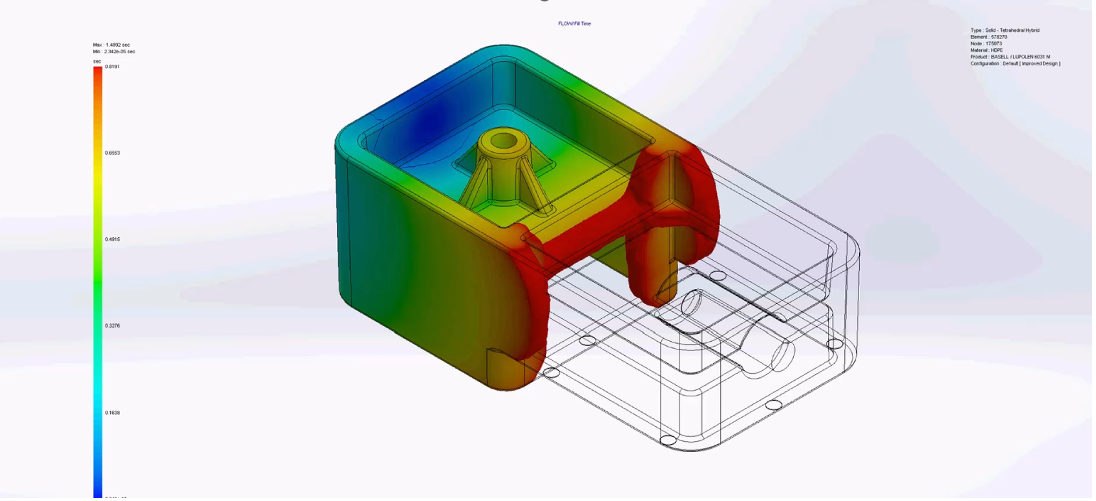
Illustrative Mold Flow Simulation
Accelerating Timelines with Early Design Collaboration
The timing of a DFM review is as important as the review itself. Waiting until a design is finalized to consider manufacturing limitations often leads to re-tooling, extended timelines, and wasted material. Once a design is locked in, changing one feature may require changing adjacent components, creating a costly ripple effect. True design and engineering collaboration should happen in the earliest stages of a project, when improvements can be made with the least disruption.
When product owners and manufacturing engineers collaborate early, they can identify opportunities for part design optimization that streamline development, reduce unexpected engineering changes, and minimize scrap. Early collaboration also helps align functional requirements with the most cost-effective tooling strategy. For example, matching expected production volumes to the right cavitation can significantly influence upfront tooling investment and long-term piece-part costs. This result is a more predictable path to market and better protection of development budgets.
How Design Choices Directly Influence Manufacturability
Every feature on a 3D model affects how a part performs during injection molding, and even small adjustments to geometry can improve production efficiency, structural integrity, and cosmetic appearance. Those decisions are closely tied to material selection as resin shrink rates, stiffness, and fillers such as glass reinforcement directly affect wall thickness, draft, and gate strategy. For that reason, material and geometry should be developed together rather than treated as separate stages of the design process.
Key design choices that heavily influence manufacturability include:
Wall Thickness: Maintaining uniform wall thickness helps parts cool more evenly, improving dimensional stability and reducing the risk of defects. As a general guideline, nominal walls fall in the 0.040–0.140 in. range, depending on resin and flow length, with variation ideally to approximately 10–15%. Where changes are unavoidable, gradual transitions support smooth flow and reduce internal stress, sink, and warp.
Draft Angles: Proper draft allows parts to cleanly release from the mold. A minimum of 1–2 degrees per side is a reasonable starting point, with more required for textured surfaces or deep-draw features. Insufficient draft can cause surface scuffs, stress marks, ejector-pin damage, and accelerated tool wear.
Rib Design: Ribs add stiffness without overall wall thickness. A general guideline is to keep rib thickness at approximately 50–60% of the nominal wall to provide reinforcement, while avoiding the thick sections that extend cooling time and produce sink on the opposite surface.
Tolerances: Realistic, function-driven tolerances keep parts both moldable and repeatable. Defining tolerances early and reserving the tightest ones for features that truly require them avoids over-constraining the tool and inflating cost.
Optimizing these details directly supports cycle-time reduction and overall manufacturing efficiency. Because cooling typically accounts for 70–80% of an injection molding cycle, designs that promote rapid, even cooling can have a significant impact on productivity. Trimming even a few seconds per cycle improves throughput and makes high-volume production more cost effective over the life of the product. The benefits become especially meaningful in high-volume applications, including tools with up to 64 cavities and a press fleet that ranges from 50-950 metric tons.
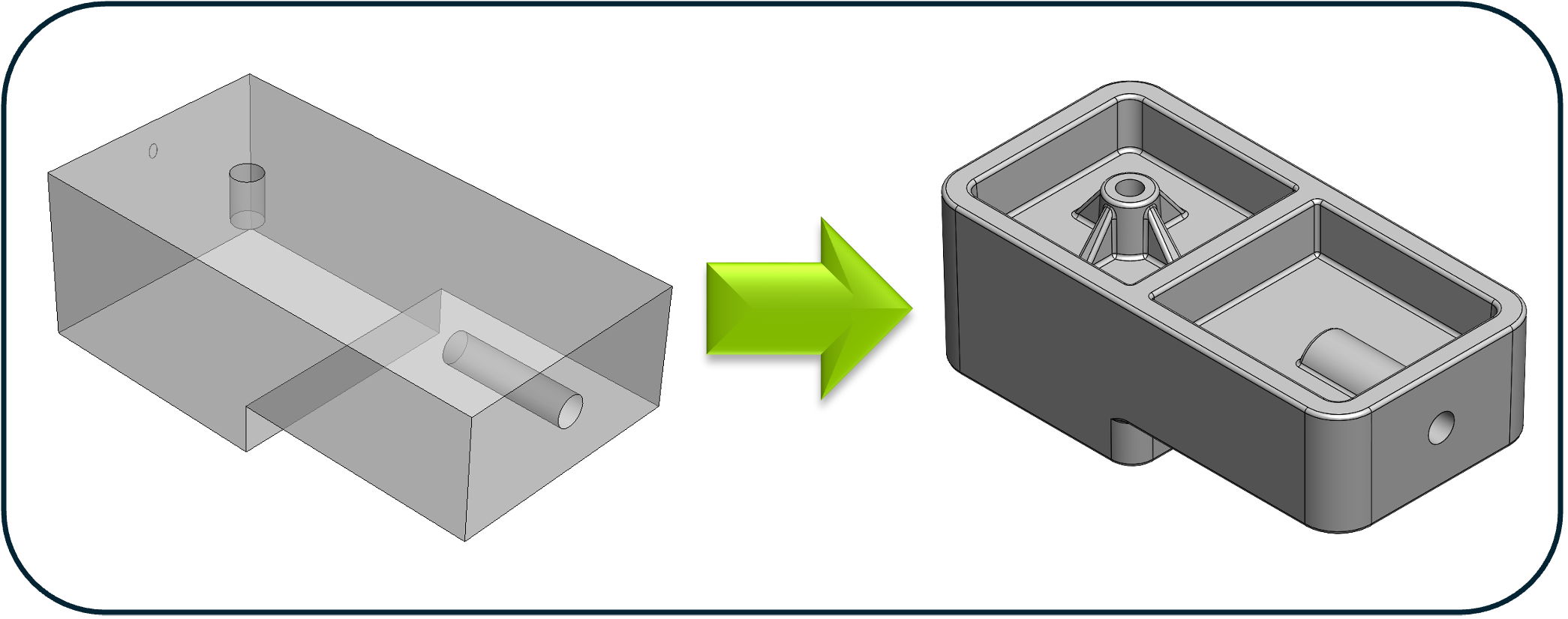
Illustrative part showing before and after DFM
Partnering for Manufacturing Excellence
DFM is not about changing the core function or appearance of a product. It is about refining the design so it can be reliably and repeatably produced at the best possible value. At BRI, our ISO 9001-certified quality system, which includes design, supports a disciplined, engineering-led approach. By bringing our engineering and production teams together early, we help customers identify risk, improve manufacturability, and move from design to production with greater confidence.
If you are preparing a new plastic part for tooling, BRI can help evaluate manufacturability before potential issues become production problems. Contact us today to discuss your injection molding design and production requirements.
Authored by Adam Noble, vice president; and Ken Tenney, senior project engineer at Blue Ridge Industries